Scope
Die casting + selected operations
HSX provides aluminum die casting and selected in-house secondary operations; CNC machining is partner-supported when required.
Technical OEM project review
HSX DIECASTING helps OEM buyers evaluate anodizable aluminum die casting projects before tooling, including mold design, draft angle, alloy planning, release agent control, die casting process stability, machining, sandblasting, and anodized finishing requirements.
HSX provides aluminum die casting plus in-house drilling, tapping, and polishing. CNC machining and anodized finishing are coordinated through partner-supported resources when required. Sandblasting may be evaluated as part of the project-dependent surface-preparation route.

Before tooling
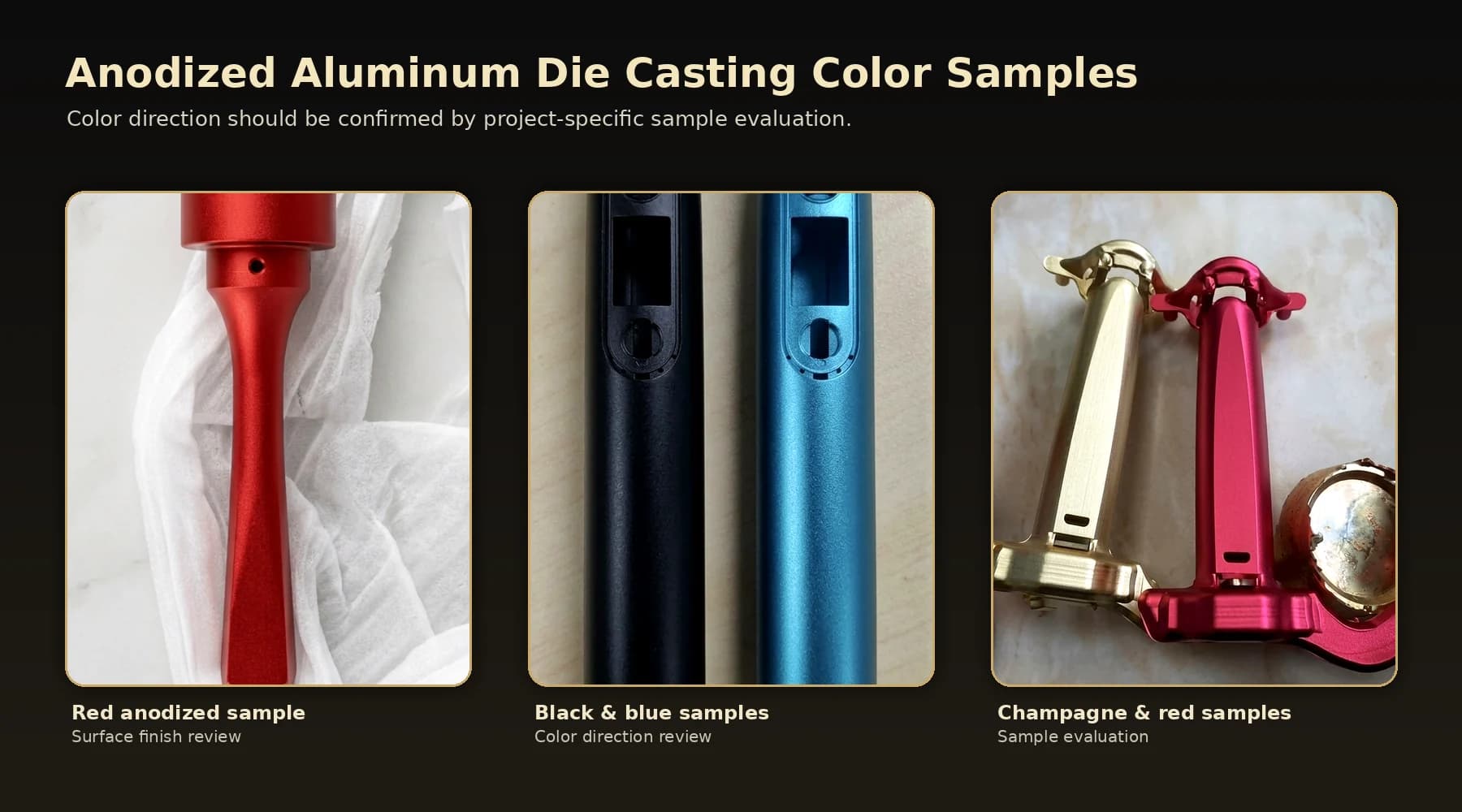
Color direction should be confirmed by project-specific sample evaluation. Final appearance may vary by material, surface preparation, part geometry, batch condition, and anodizing process.
Scope
Die casting + selected operations
HSX provides aluminum die casting and selected in-house secondary operations; CNC machining is partner-supported when required.
Finish path
Partner anodizing
Anodized finishing is completed through cooperating anodizing partners after surface preparation.
Decision point
Before tooling
Sample evaluation is recommended because anodizing results depend on the specific part and requirements.
Introduction
Anodizable aluminum die casting is not only a finishing decision. It is a project planning decision that should be discussed before mold manufacturing, especially when the buyer expects a visible metallic surface.
HSX can help OEM buyers review whether anodized aluminum die casting parts may be practical for a specific drawing, application, quantity plan, and appearance requirement.
The page is written for buyers who need anodizing-ready die casting evaluation, not broad claims that every die cast part can be anodized. Sample evaluation is recommended for appearance, color, and surface consistency decisions.
Before tooling
Review visible surfaces, process route, sample targets, and anodized color expectations early.
Early planning
Surface finishing for aluminum die casting should be connected to product design, tooling, process control, and post-processing from the beginning.
Anodized aluminum die casting parts may show flow marks, local surface differences, porosity, polishing marks, or blasting differences more clearly than painted parts. These risks should be discussed before mold design is finalized.
Gate position, parting line planning, ejector areas, venting direction, and machining allowance can influence the final appearance after surface preparation and anodizing.
Because anodized finishing is completed through cooperating anodizing partners, HSX can help align die casting, confirmed secondary operations, the selected surface-preparation route, and sample review around the buyer's target appearance.
Tooling strategy
The same part geometry may need a different review mindset when the final finish is anodizing instead of coating or painting.
Often prioritizes dimensional output, cycle efficiency, and general post-finishing such as powder coating or spray painting. This may be suitable for many parts, but it may not give enough attention to visible surface behavior after anodizing.
May require earlier review of visible surfaces, draft direction, gate and overflow planning, polishing allowance, machining sequence, and surface preparation route. The goal is not to guarantee every color result, but to reduce avoidable appearance risks before tooling.
Key factors
HSX can help buyers review these technical topics before tooling and before sample confirmation with cooperating anodizing partners.
For anodizable aluminum die casting, mold planning should consider how molten aluminum flows into visible areas and how later finishing steps may expose surface conditions.
Draft angle can affect demolding marks, polishing access, machining allowance, and how consistent the finished surface may appear after blasting and anodizing.
Anodizing behavior depends on the aluminum material, the casting process, the part geometry, and the buyer's surface target. HSX can help evaluate material planning without disclosing private formulas or supplier-specific technical parameters.
Release agent use and surface residue can influence later cleaning, blasting, and anodizing results. HSX can review production control needs without sharing private ratios or internal process settings.
Die casting process stability and mold temperature control may affect flow marks, surface density, shrinkage behavior, and local surface appearance. Exact temperatures and internal parameters are project-specific and are not disclosed publicly.
In-house drilling, tapping, polishing, and deburring, partner-supported CNC machining, and project-dependent surface preparation can change how anodized die cast aluminum parts look. If sandblasting is required, its role and supply route should be confirmed during project review.
Appearance review
Some projects use partner-supported CNC machining before anodizing because common die-casting materials may not support a stable anodized appearance. For suitable projects, HSX can review whether a die-casting route can support the target appearance before tooling.
HSX reviews selected material, controlled casting quality, proper secondary operations, and long-term partner-supported anodizing before confirming whether the project is worth sample evaluation.
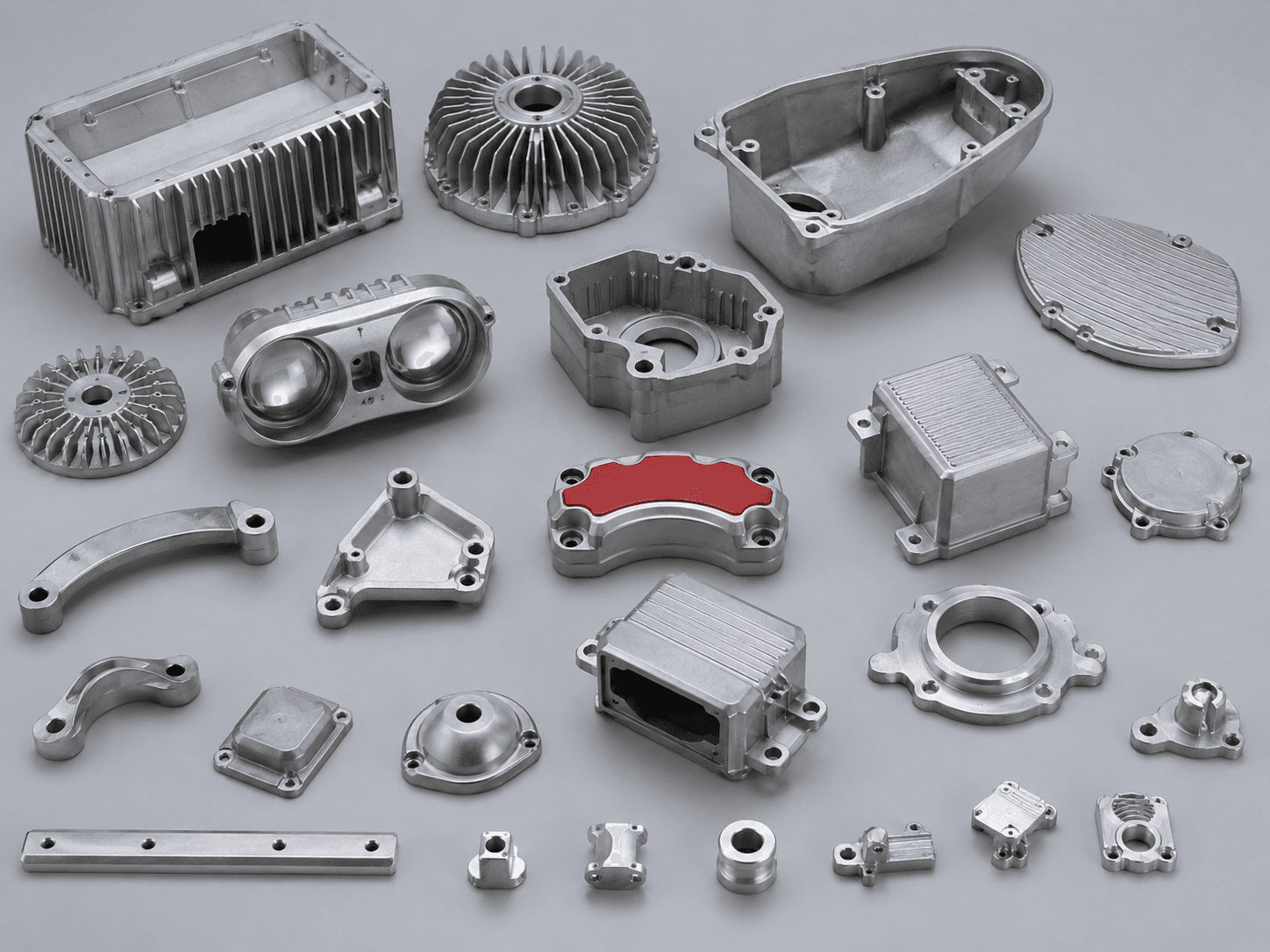
The as-cast full-shot blank shows the part directly from the die casting machine, with runner, gates, parts, and overflows attached. The red and blue anodized full-shot samples are demonstration samples. They intentionally keep the runner, gates, and overflows to show that the parts are die-cast, not CNC-machined profiles or aluminum extrusion.
The full-shot anodized samples are demonstration samples only. In regular production, parts are trimmed and prepared before anodizing.
This is one possible route, not a fixed sequence for every project. If sandblasting is required, its supply route is confirmed during project review. Anodizing is partner-supported.
Buyers can send drawings, sample photos, quantity, surface expectations, application details, and whether the part is intended for visible appearance use.

As-cast full-shot blank directly from the die casting machine, showing runner, gates, parts, and overflows.

Red anodized die-cast demonstration sample with gates and overflows intentionally kept for process proof.

Blue anodized die-cast demonstration sample showing another anodized appearance option for suitable projects.
Not every die-cast aluminum part is suitable for anodizing. Suitability depends on selected material, casting quality, part structure, surface condition, appearance requirements, and project quantity.
Color experience
Color experience is discussed cautiously because anodized die cast aluminum parts can vary by material, geometry, surface preparation, and partner process.
Sample first
Color direction should be confirmed by project-specific sample evaluation. Final appearance may vary by material, surface preparation, part geometry, batch condition, and anodizing process.

Color direction should be confirmed by project-specific sample evaluation. Final appearance may vary by material, surface preparation, part geometry, batch condition, and anodizing process.

Color direction should be confirmed by project-specific sample evaluation. Final appearance may vary by material, surface preparation, part geometry, batch condition, and anodizing process.

Color direction should be confirmed by project-specific sample evaluation. Final appearance may vary by material, surface preparation, part geometry, batch condition, and anodizing process.
Applications
Anodizing-oriented review is most useful when the project has visible aluminum surfaces, realistic appearance targets, and time for sample evaluation.
Compact housings, covers, light bodies, and enclosure-style parts where buyers want a metallic appearance instead of paint.
Anodizing-ready die casting may be reviewed for accessory parts that need controlled appearance, machining, and surface finishing for brand presentation.
Aluminum light housings, brackets, end caps, and small hardware parts may be evaluated when visible surface requirements are clearly defined.
The best fit is usually an OEM project where the buyer allows sample evaluation before final tooling approval or mass production confirmation.
Project fit
Not every aluminum die casting project should be directed toward anodizing. HSX can help review fit before the buyer invests in tooling.
Before tooling
A structured review helps buyers decide whether to continue with anodizing-ready die casting, adjust the product design, or choose another finishing route.
HSX reviews drawings, 3D files, product photos, sample references, target surface finish, anodized color requirement, visible faces, and application details.
The team evaluates mold design, draft, gate planning, confirmed in-house secondary operations, whether partner-supported CNC machining is needed, and whether sandblasting should be considered in the project-dependent surface-preparation route.
When the project appears suitable, HSX can coordinate die casting, surface preparation, and anodizing partner review for sample evaluation.
After sample review, the buyer can decide whether to adjust the design, change the finish, continue tooling, or choose another surface finishing route.
RFQ preparation
The more clearly buyers define the product and surface target, the more useful the pre-tooling review can be.
FAQ
These answers use cautious B2B wording because final feasibility depends on the specific OEM project.
Buyer FAQ
Some aluminum die casting projects may be evaluated for anodizing, but suitability depends on material planning, part geometry, mold design, die casting control, machining, surface preparation, and color expectations. Sample evaluation is recommended before mass production.
Buyer FAQ
No. HSX provides aluminum die casting plus in-house drilling, tapping, polishing, and other confirmed secondary operations. CNC machining and anodized finishing are coordinated through partner-supported resources when required. Any sandblasting requirement and supply route are confirmed during project review.
Buyer FAQ
It depends on the project. Anodizing may be considered when the buyer wants a metallic appearance and the part is suitable. Powder coating or spray painting may be more practical when the project needs broader color coverage or more forgiving cosmetic consistency.
Buyer FAQ
No exact color guarantee should be assumed before sample evaluation. HSX can help review the design and sample route, but anodized color can vary depending on material, casting condition, surface preparation, partner process, and batch conditions.
Buyer FAQ
Buyers should send drawings, 3D files, product photos, target surface finish, anodized color requirement, visible surface notes, machining requirements, target quantity, and application details.
OEM project review
HSX can help review whether your anodizable aluminum die casting project may be suitable before tooling.